Successful commercialization of new hardware devices requires a systematic engineering approach that addresses high-volume manufacturing limitations early. Executing the process of transitioning prototype to production design ensures that early-stage conceptual assemblies are optimized for hard steel tooling and fast cycle runs. Many product teams encounter severe developmental blocks because they treat additive mockups as final manufacturing files, only to find their geometries violate core injection molding physics. Eliminating these geometric discrepancies during development prevents expensive mold modifications and protects critical launch budgets.

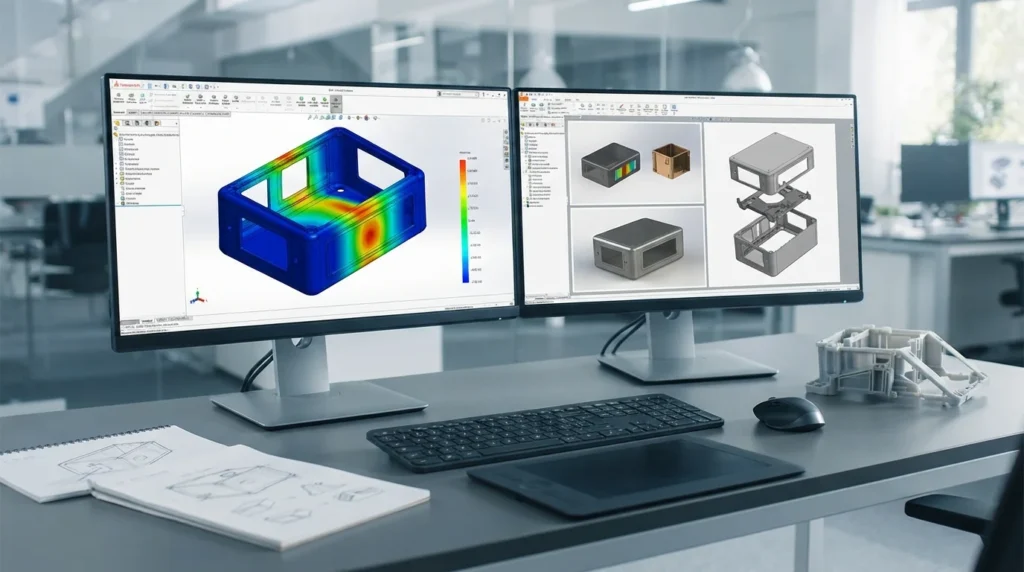
Collaborating with experienced toolmakers early helps mechanical designers balance raw material properties with high-output capabilities. Industrial engineering specialists analyze draft angles, wall uniformity, parting lines, and ejector placements to convert visual models into rugged production assets. Specialized simulations reveal prospective polymer flow issues, preventing cosmetic blemishes like sink marks or splay before cutting core steel. Design groups secure stable, cost-effective manufacturing routes by addressing geometric scaling rules from the very beginning.
Table of Contents
1. Unmanned Printing Limits versus Molding Constraints
2. Redesigning Structural Geometries for Injection Molding
Unmanned Printing Limits versus Molding Constraints

Question: Why do printed prototypes frequently fail when transition to molding begins? Additive printing operates without physical draft angles or uniform wall limits, whereas injection molding demands specific geometric features for clean release.
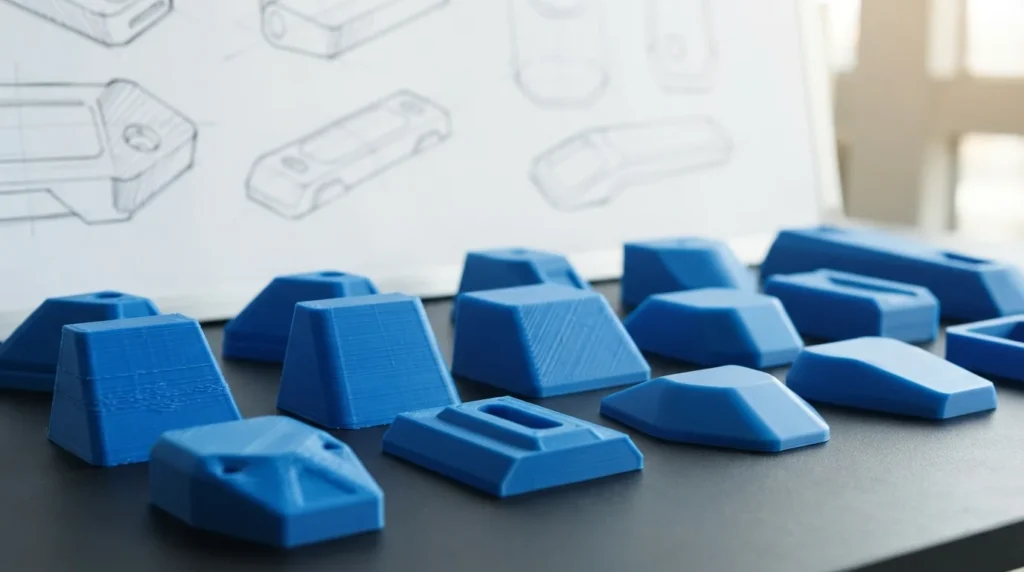
SLA 3D printing provides outstanding design freedom, easily generating complex enclosed channels and zero-draft vertical features that are impossible to mold. Fabricating components with these unconstrained geometries creates a false sense of mechanical security during early concept reviews. Injection molding relies on physical tooling steel splitting and ejecting plastic parts, making specific geometric concessions mandatory for high-volume cycles. Sourcing professional manufacturing feedback early prevents engineers from locking in impossible-to-mold features.
Failing to consider mold release paths during early development results in high cost and severe tooling delays downstream. Product designers must anticipate where the tool will split, ensuring parting lines do not traverse critical cosmetic surfaces. Mastering the details of transitioning prototype to production design allows engineering teams to optimize parting lines and reduce slider counts dramatically. Early optimization streamlines tool fabrication and guarantees highly repeatable cosmetic outcomes.
Redesigning Structural Geometries for Injection Molding
Question: How are vertical walls redesigned for clean part ejection? Designers add draft angles of at least 1.5 degrees on all vertical features to allow parts to slide free from steel cavities easily.
Draft angles represent a foundational design feature for injection molded plastic parts, preventing dragging and scuffing during ejection cycles. Implementing thorough rapid prototyping design principles ensures vertical ribs and bosses have adequate draft before permanent tools are cut. Boss diameters are generally reduced slightly toward the open face to maintain uniform wall thicknesses and prevent cosmetic sink marks. Sourcing early dimensional validation ensures these cored-out features hold critical thread-forming screws securely.
Adhering to uniform wall thickness limits is equally vital, preventing localized polymer shrinkage that leads to post-mold warpage. Structural ribs are designed with a thickness of 60 percent of the nominal wall to provide reinforcement without causing sink marks on show faces. This technical table outlines geometric differences between additive prototyping and injection molding standards:
| Design Feature | Additive Prototyping Baseline | Injection Molding Production Rule | Primary Engineering Reason |
|---|---|---|---|
| Draft Angle | Zero draft permitted | 1.5° to 3.0° minimum | Prevent part dragging, allow easy tool ejection |
| Wall Uniformity | Variable wall thickness OK | ±10% variation maximum | Prevent internal stresses, stop post-mold warpage |
| Rib-to-Wall Ratio | Equal thickness allowed | 60% of nominal wall maximum | Eliminate cosmetic sink marks on show faces |
Bridge Production Scaling via Rapid Tooling Solutions

Question: How is the transition gap between prototype and high-volume molds bridged? Aluminum rapid tooling provides an ideal intermediate solution, producing thousands of production-grade parts quickly.
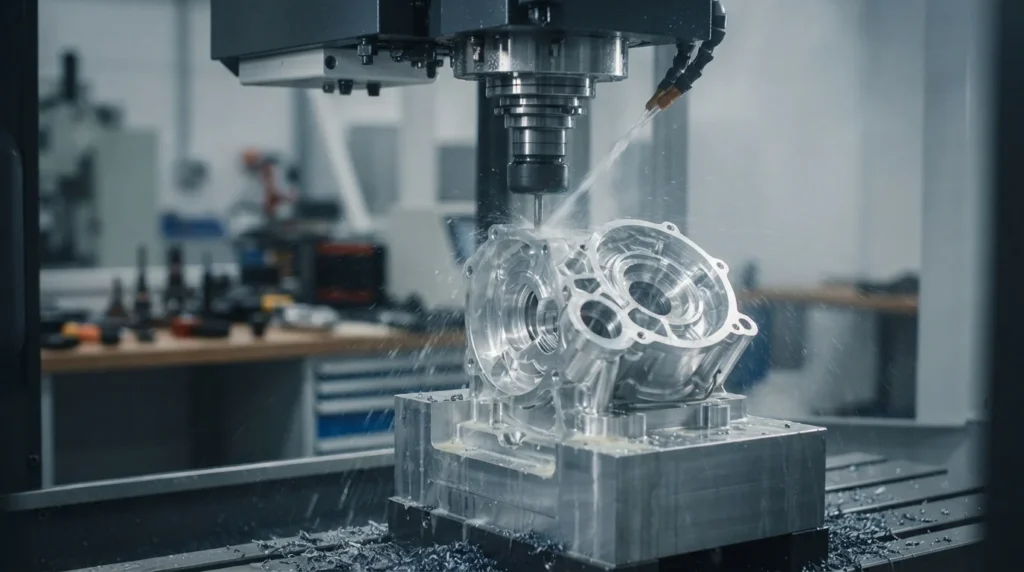
Investing in high-volume steel tooling requires months of fabrication time and hundreds of thousands of dollars in upfront capital. Rapid tooling using aluminum core and cavity inserts delivers an exceptional bridge solution, producing up to 100,000 functional parts within weeks. Sourcing rapid molds allows product developers to validate actual production material properties before committing to hardened steel. Aluminum molds transfer thermal energy quickly, reducing cycle times and enabling rapid production validation.
Successfully executing the step of transitioning prototype to production design involves proving out mold flow behaviors under real machine pressures. Jucheng Precision operates a fully equipped manufacturing facility containing 150+ CNC machines and 35 precision injection molding presses. Automated coordinate measuring machines verify sub-micron dimensions to guarantee compliance with ISO 9001 and IATF 16949 standards. Factory teams deliver full material certifications to verify chemical compliance during every trial run.
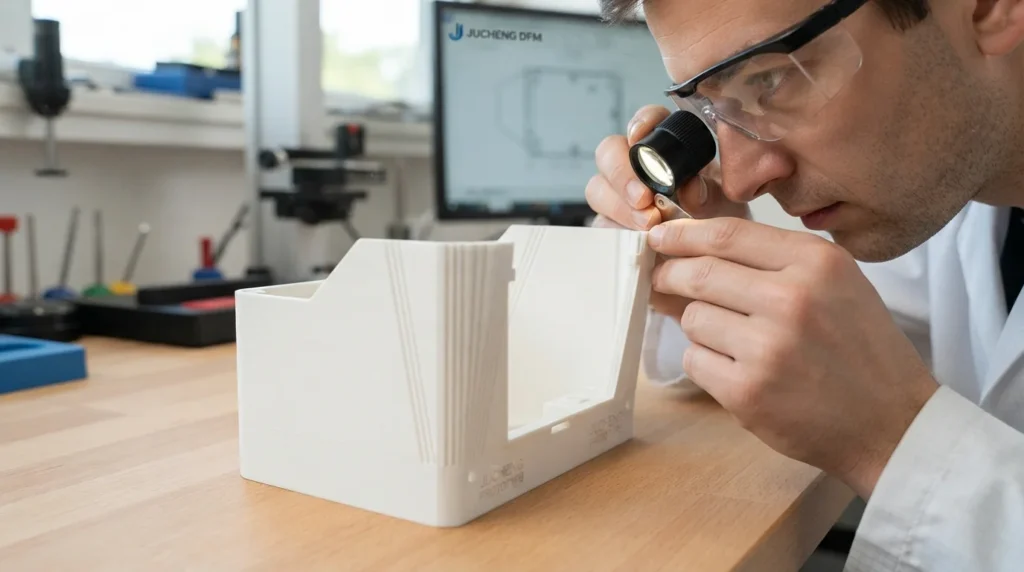
Factory engineers deliver exhaustive 24-hour free DFM analyses to resolve potential gating defects or ejector pin marks early. Specialized rapid tooling molds deliver injection-molded components within 4 to 15 days, helping design groups hit aggressive launch schedules. Operating under a strict no-MOQ policy enables mechatronics groups to refine customized hardware variations safely.
Frequently Asked Questions (FAQ)

What is the most critical design change when converting a 3D print to an injection molded part?
Adding adequate draft angles represents the most critical modification required for molding. Vertical walls must taper slightly to prevent the part from dragging against core steel during ejection cycles.
Why are sharp internal corners problematic in production designs?
Sharp internal corners create high stress concentration zones, increasing the risk of structural part failure under dynamic loads. Designing generous fillet radii distributes mechanical stress evenly while simplifying CNC mold machining.
How does a bridge mold save money during product launch?
Aluminum bridge molds cost a fraction of high-volume steel tools, allowing developers to test markets and validate designs affordably. Resolving mechanical issues on an aluminum tool prevents extremely expensive modifications on hardened steel production molds.